



一、汽车轻量化是节能减排的重要技术路径,底盘与车身结构件一体压铸空间广阔
1.1 《节能与新能源汽车技术路线图2.0》强化轻量化重要性
“碳达峰”、“碳中和”指引下,我国力争于2030年前控制二氧化碳的排放达到峰值,2060年前实现碳中和,汽车产业是推动节能减排的重要领域。中国汽车工程学会主导修订的《节能与新能源汽车技术路线图2.0》围绕着产业总体+9大技术发展方向制定了“1+9”技术路线图,主要围绕着节能汽车、纯电动与插电混动、氢燃料电池、智能网联、动力电池、轻量化、智能制造等多个分支。根据技术路线图,轻量化领域以完善高强度钢应用体系为重点,中期以形成轻质合金应用体系为方向,远期以形成多材料混合应用体系为目标。对于轻量化系数总体目标,要求2025年/2030年/2035年燃油乘用车轻量化系数分别降低10%/18%/25%,纯电动乘用车轻量化系数分别降低15%/25%/35%。
燃油车方面,轻量化系数降低将有利于整车油耗的降低。汽车整备质量每减少100kg,每百公里油耗可降低0.3—0.6L(二氧化碳排放可减少约6-14克/公里),以5L/100km为标准,可以降低油耗6%-12%,因此对于传统能源乘用车,轻量化技术将有效减少油耗,有利于油耗标准的达标。

新能源汽车方面,提升续航里程,减少电池成本是轻量化的重要贡献。由于三电系统等增量零部件的原因(三电系统增重约200-300kg),同级别的新能源汽车整备质量要高于燃油车,当前纯电动车受到续航里程短、充电时间长的瓶颈问题困扰,对于轻量化系数优化的需求更加强烈。汽车整备质量每减少10%,续航里程将提升5-6%,以整备质量1500kg、续航500km的新能源汽车为计算基准,汽车整备质量每减少150kg,续航里程提升25km。除此之外,轻量化趋势下,整车的制动性能、加速性能以及最大时速等动态参数也会得到较好的表现。
1.2 汽车轻量化是综合安全性、力学性能和经济性的系统工程
轻量化目标零部件分为簧上零部件质量+簧下零部件质量,其中车身结构件、座椅、乘员等质量均属于簧上质量,底盘结构件、车轮等属于簧下质量。评判整车的轻量化系数主要由白车身骨架质量、车身静态扭转刚度以及由轴距和轮距决定的白车身投影面积决定。提升轻量化系数的实质是在不影响静态扭转刚度(决定了汽车安全、NVH表现、刚度等性能指标)甚至提升静态扭转刚度的前提下减少单位面积的白车身骨架质量(其中白车身骨架质量不包含前风挡、四门两盖覆盖件、副车架等,仅包括白车身框架结构)。因此,汽车轻量化不是简单地减少重量,而是综合汽车耐撞性、刚度强度性能、安全性、经济性的系统工程。

优化轻量化系数的主要措施包括:
(1)采用轻质的混合材料。当前的探索方向主要包括先进的高强度钢、铝合金、碳纤维复合材料,替代主流低碳钢,可以分别减重25%/40%/60%。近期目标完善高强度合金钢体系,远期形成多材料混合应用体系。碳纤维复合材料有高性能和低密度的轻量化特点,但是还处于技术探索阶段,技术和成本没有达到平衡,因此近五年或成为铝合金的快速渗透阶段。根据DuckerFrontier预测,北美单车铝净重量2030年可能达到570磅(259kg),以F-150为例,占整备质量的10%左右,铝净重量主要包含铝板、铸造、挤压等工艺,其中铸造占比达到铝净重量的56%。根据华经产业研究院预测,2025年国内新能源单车铝用量也将达到300kg。
(2)优化结构设计。通过局部加强设计、提升环状路径接头结构的封闭性,可以有效提升闭合型腔的断面力学性能,改善车辆刚度表现,从而有利于轻量化系数的优化。如一体压铸技术可以减少焊接部位,提升整体结构强度,改善轻量化系数。
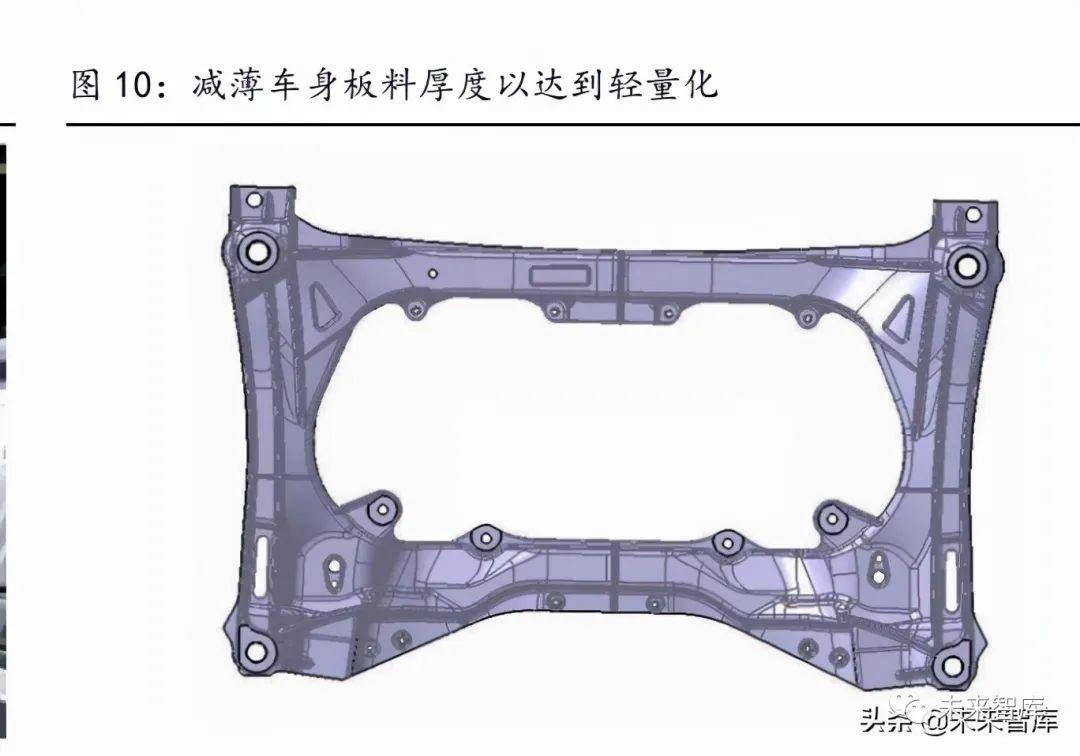
(3)优化车身整体布局形式。如采用承载式车身取消车架、减薄车身板料厚度、在适合的区域增加减重孔等措施均有助于车重的大幅度降低。
1.3 底盘与车身结构件将率先实现一体化压铸
特斯拉Model Y率先于2021年3月推出一体压铸后底板,70多个零部件减少至2个,相较于传统冲压焊接工艺在成本经济性、工艺流程和生产节拍、材料利用率等方面具备较强优势,形成了示范效应,并计划拓展到前底板、前围模块甚至中底板。国内蔚来、小鹏、理想陆续跟进,沃尔沃、奔驰相关外资也陆续推进一体压铸厂房改造和底盘一体化结构件的推出。一体化压铸适用的零部件主要有车身结构件和底盘结构件,车身结构件+底盘结构件的轻量化,将实现簧上+簧下重量的同步减重。
车身结构件:车身结构件质量占汽车整备质量的20-30%,是一体压铸轻量化的重点区域。车身结构件、车身加强件、车身覆盖件共同构成汽车框架,其中车身结构件包括前后总成、A/B/C柱、左右减震器悬挂部分、左右纵梁、横梁、上边梁等零部件,起到支撑承载的作用,是支撑车体的“骨骼框架”。主流的车身结构件由普通钢、高强度合金钢、铝合金、镁合金、合成材料等不同材料组成,钢的占比较多,铝用量受到限制主要因为铝的焊接性能较差。零件之间连接方式包括焊接、螺接、胶接、铆接等拼接方式,焊接方式居多,但是铝制零件由于易氧化产生氧化铝、膨胀系数大易产生焊接变形,因此铝制零件不易焊接,而采用一体压铸铝件可以减少过多的焊接点,从而避开焊接点过多可能产生的问题。

由于车身结构件起到了支撑和抗冲击的作用,是整车碰撞安全的重要保障,因此在进行车身结构件轻量化的同时,还需要“因地制宜”,即不同区域的零部件要求不同,采用的材料也应该有所不同,未来车身结构件的趋势是混合材料车身,在力学性能、轻量化和成本方面达成平衡。尤其是车身结构件减重的同时务必保障C-NCAP、C-IASI涉及的碰撞试验要求,因此我们认为,铝压铸零部件暂时不会渗透到前保横梁、A/B柱加强板、中央通道等采用热成型工艺加工而成的超高强度合金钢,该部分安全结构件的拉伸屈服强度需要高达1000-1250Mpa。
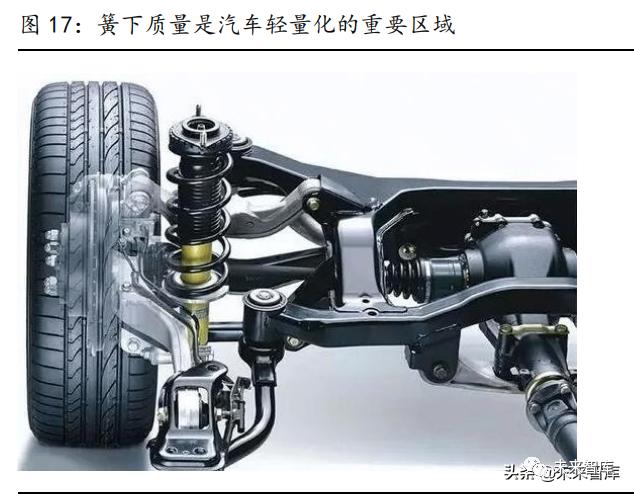
底盘结构件:底盘结构件占汽车整备质量的27%,承载了70%的车体重量,是簧下质量(悬挂系统中的弹性元件支撑的零部件,包括副车架、车轮、弹簧、减震器等)的重要组成部分。汽车簧下质量越小,则地面给予汽车的运动惯性反馈更小,让汽车悬挂拥有更好的动态相应和操纵性能,因此簧下质量一直是汽车轻量化的重要区域。底盘结构件中前后副车架、控制臂、轮毂、转向节、转向器壳体等零部件是以铝合金为主,其中采用铝压铸工艺的主要有副车架、转向器壳体等零部件。(报告来源:未来智库)
二、新势力如火如荼,自主合资陆续跟进一体压铸布局
2.1 特斯拉开创“化零为整”先河,造车新势力形成示范效应
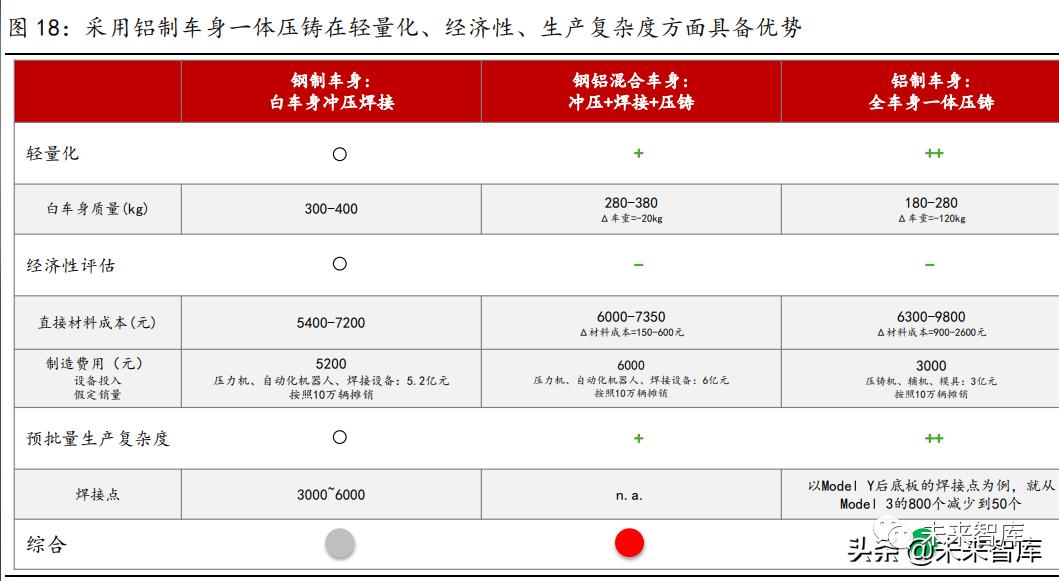
2020年9月,特斯拉即计划在Model Y上采用一体压铸后底板,2021年3月,Model Y后底板的量产替代了传统冲压焊接的工艺,使用6000T大型压铸单元进行压铸成型,原先的70多个零部件拼焊组成的后底板精简至2块零部件,车辆后部基本重量减轻了30%,制造成本降低了40%。采用一体压铸的后底板和传统冲压焊接后底板相比具备以下优势:
(1)成本经济性提升:以B级车为例,假设钢制白车身的质量在300-400kg左右,铝材料代替钢材料可以减轻重量30-40%,即180-280kg左右(测算依据及假设:钢密度7.85g/cm3,铝密度2.7g/cm3,假设1.5体积的铝与1体积的钢力学性能相似,因此同等性能下铝的用量虽然更多,但是重量更低,以实现轻量化)。我们假设85%的良品率可以实现相对更高的毛利率,假设定价和成本分别为50元/kg、35元/kg,因此预估全铝压铸车身成本价格在6300-9800元之间。同级别的钢制车身基于300-400kg的重量以及18元/kg的成本价格,钢制车身冲压焊接成本在5400-7200元之间,因此全铝压铸车身可以做到和钢制车身平价的水平,可以兼顾轻量化和成本因素。除了直接材料成本,单位零件的制造费用也将得到较大的改善,由于压力机、焊接设备的减少,单位铸造零件去替代冲压焊接组合零件将实现30-50%左右制造费用的改进。
(2)生产节拍优化和工艺流程简化:车身和底盘结构件的制造流程和工时将通过一体成型得到较好的优化,Model Y后底板工艺的切换将从1-2小时的工时减少到3-5分钟。压铸机设置单独工位,只需要设置中转仓库就可以满足单台设备全天24h无休,假设120s的节拍,全年的产能将达到10万件以上(考虑到良品率和模具换修)。另外一体成型由于产品气密性较好,因此免去了白车身涂胶的过程,人工成本和制造费用得到有效精简。
(3)产品复杂度降低:采用一体压铸的Model Y后底板,焊点由700-800个减少到了50个。通过减少散件数量,使得产品总成的复杂度得到大幅简化,优化散件供应链环节,优化物流运输环节,缩短了材料到总成,总成到产品的半径。
(4)材料利用率提高:压铸熔炼材料可以反复利用,回收铝产业较为成熟,铝压铸的材料利用率达90%,远高于冲压焊接的60%-70%。
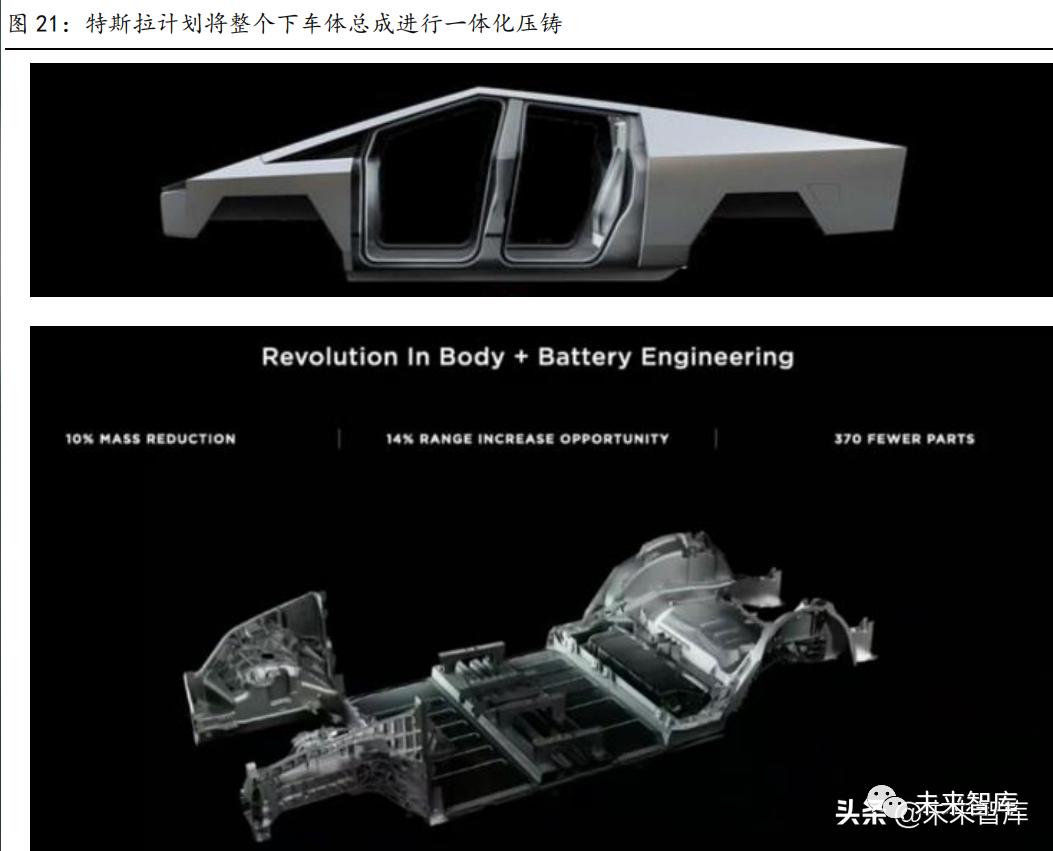
特斯拉计划在电动皮卡Cybertruck的生产过程中采用锁模力达到8000T的Giga Press压铸设备生产相关结构件,设备从IDRA采购,目标产品也是后车身底板。特斯拉的Cybertruck将在Giga Texas工厂生产,Cybertruck和传统的非承载式皮卡略有不同,其车身是外骨骼架构(Exoskeleton),是由30X系列冷轧不锈钢制成一体式外壳,但大型车身底部零件仍需要压铸成一体式,以加速生产节拍和简化生产复杂度。对于长期规划,特斯拉计划将整个下车体总成进行一体压铸,包括后底板总成、前舱总成、前底板总成、中底板总成、后围总成等,一体压铸后较原先布局减少约370个部件,重量降低10%,续航里程提升14%,并大幅度提升生产制造效率。我们认为整个下车体总成由于投影面积很大,中短期内设备锁模力、模具设计能力还不能满足生产条件,因此不会很快被一体压铸替代,实现的过程可能从前底板、后底板、中底板各个总成件分部逐步扩展。
特斯拉一体压铸在轻量化、成本、生产效率的优势,也吸引着众多国内外车企的跟进。造车新势力与特斯拉有很多相似的地方,没有很重的平台架构规模包袱,产线优化的空间较大,亟待快速转型。因此国内包括蔚来、小鹏、理想、华人运通等新势力车企陆续跟进;国外奔驰、沃尔沃也相继布局一体压铸,市场空间有望进一步打开。
2.2 传统品牌陆续跟进一体压铸
沃尔沃:沃尔沃于22年2月8日宣布将投资100亿克朗(约70亿元人民币)对Torslanda工厂进行改造升级,其中较为关键的一项改造是引入大型铝制底盘结构件的一体化压铸工艺,通过8000T一体压铸设备压铸后底板。传统的底盘制造过程需要几十个零部件的拼焊,涉及到不同供应商的询价定点、开模设计、模具生产、产品冲压焊接、物流运输,每一次技术更改或者年度改款需要对几十个零部件进行修模等投入,而一体压铸可以针对不同的三电系统适配一次模具的调整,虽然前期厂房改造投入较大,但是有助于降低制造复杂度,提升灵活性。
奥迪:奥迪是首先推出全铝车身架构的车企,奥迪A8铝合金框架ASF(Aluminum Space Frame)主要由约22%的挤压成型铝合金件、35%的液压成型铝板材、35%的高真空压铸件、8%的强化钢合金件,通过激光焊接和冲钻铆接拼接而成,白车身重量仅为241kg,相较于钢质车身减重40%,并在钢质结构的基础上提升了25%的抗扭强度。

奔驰:奔驰C级第五代车型W205白车身重量约362kg,白车身骨架质量293kg,轻量化系数仅为2.26,车型尺寸相较于W204上一代产品有所增加,但是减重71.4kg,其轻量化主要是因为铝合金材料和压铸工艺的应用。以减震器支座为例,W205采用了铸造铝合金,实现轻量化的同时,整车扭转刚度同步提升。由于整体白车身采用了25%的铝合金材料,所以其零件连接有别于钢制车身,多采用胶接和铆接,优势是提升了整车的强度、NVH等性能水平,但是缺点是拼接点过多。因此一体压铸能够既满足车身轻量化的需求,又能规避铝-铝的拼接问题。2021年6月,戴姆勒集团注册BIONICAST商标,适用于设计车辆结构铸件,目标在后底板、减震器圆拱、挡风玻璃雨刷器支架等零部件上实现替代,减轻15%到20%的部件重量。
2.3 一体压铸市场空间广阔,利好压铸机、材料、产品供应商产业链环节
汽车轻量化趋势下,一体压铸市场空间广阔,整个产业链主要由压铸机设备、铝合金材料、压铸产品供应商、模具等环节组成,市场空间广阔。本报告只分析产品端对应的市场空间,目前市场批量一体压铸零部件仅有特斯拉Model Y一款车型,根据2021年Model Y总销量20万辆计算,我们假定单车一体压铸零件的价值量为2000元,国内一体压铸市场总规模为4亿元。随着新势力的引领和自主/合资品牌的跟进,市场将同步发生两种边际变化:
1)量的提升。一体压铸有望从新势力拓展到自主品牌,继而拓展到合资品牌;从电动车拓展到燃油车;从单款车型项目拓展到同平台车型,发挥出同平台一体压铸产品的优势,有效摊销压铸零件的制造成本。我们预计2025年一体压铸的渗透率将超过10%,2030年渗透率超过30%。
2)价的提升。随着一体压铸工艺的成熟,一体压铸产品将从后底板产品拓展到前舱、中底板、电池托盘等相关零部件,单车价值量从2000元快速提升至大几千元甚至一万元,我们预计2025年单个车型项目一体压铸零部件将包括后底板、前底板、中底板、电池托盘等零部件,单车价值量6000-8000元。
根据国内乘用车产量、单车用铝量、压铸合金占汽车用铝量比例计算出国内汽车压铸总产量,根据铝合金行业平均单价和一体压铸渗透率,计算出一体压铸的市场规模。我们预计2025年一体压铸市场规模或达到135亿元,2030年一体压铸市场规模有望突破千亿,2021-2030年CAGR达到83%:

(1)乘用车产量:根据中汽协数据,2021年乘用车产量2140万辆,预计2022年产量2300万辆,2023-2030年乘用车产量增速参照国内GDP增速中枢定义为5%。
(2)单车用铝量:单车用铝量参考华经产业研究院发布的《2020-2025年中国铝压铸行业市场前景预测及投资战略研究报告》,根据燃油车和电动车的比例计算平均单车用铝量。
(3)国内压铸总产量:参考中国铸造业协会数据。
(4)压铸合金占汽车用铝比例:参考压铸杂志,车用铝合金有压铸、挤压和压延三种工艺。其中,压铸件占比最高,达到80%左右,挤压件和压延件占比约10%。
(5)铝合金铸件平均售价:汽车铝合金铸件受到铝价影响较大,一般季度性进行调节补差,我们假设平均售价为4.5万元/吨的中枢价格。
(6)一体压铸渗透率:2021年仅有特斯拉Model Y一款车型,我们预计2022年-2030年行业渗透将从特斯拉出发,拓展至新势力和自主/合资品牌。我们预计2025年渗透率超过10%,2030年超过30%。
三、设备+模具+材料+工艺,铸就高技术壁垒,行业“领头羊”布局全面
3.1 技术壁垒:设备+模具+材料+工艺
3.1.1、大型压铸设备单元是一体压铸的前提
高压铸造实质就是在高压(几千至几万kPa)、高温、高流速(充填速度10-50m/s,甚至高达100m/s)的作用下,将熔炼后的液态金属或者半固态金属压射到模具型腔,通过冷却凝固成型。传统的汽车压铸件一般需要1000-4000T的区间,锁模力在10000-40000N范围内,越大的锁模力能够将贴合的模具锁死,从而保证模具型腔高压下的合模稳定性。一体压铸车身/底盘结构件由于投影面积较大,有更多的中空、异形结构,因此需要更大吨位的压铸单元,以后底板、前舱、电池托盘等大型总成件为例,压铸单元需要达到6000T以上。除了更大的锁模力,一体压铸对于压射量、温度控制等方面提出了更严格的要求。
高压压铸因为其高温、高压、高流速的问题具备以下技术难点和问题,技术壁垒较高:
(1)孔隙率缺陷:压铸零部件总成多为复杂的中空异形结构,同一个零件的壁厚变化较多,因此熔融状态快速流动的金属液在冲型过程中可能无法很好地填充,容易在边角结构处产生表面质量缺陷。

(2)气泡问题:由于压室、型腔、浇注等与大气连通,压铸过程中卷入气体、金属液析出气体、脱模剂分解产生的气体等均会导致气泡问题,从而影响产品的良品率。因此压铸设备的排气设计、模具的排气结构、型腔的真空度、生产过程中的工艺控制成为了高压压铸的重要环节。
(3)热处理和冷却问题:压铸件通过压铸成型之后,需要通过热处理工艺,使得零件得到更好的力学性能,更稳定的组织和尺寸,更耐腐蚀的材料性能。零部件热胀冷缩,因此可能产生材料变形以及表面质量缺陷,汽车结构件动态下处于交变应力和振动的工况下,因此一旦产生表面质量缺陷,会出现线性发展,对于车身安全是致命问题。
(4)模具损耗问题:高压压铸高速的金属液压射,对于模具的破坏性较强。
3.1.2、免热处理材料是一体压铸的最佳选择
我们假设1.5体积的铝与1体积的钢力学性能相似,使用铝制零件可以在不牺牲安全性能的情况下将车辆重量减轻多达50%。铝的延展性,耐用性和轻便性也使其成为电子消费品、飞机、汽车的流行材料。低压压铸的零部件需要根据力学性能要求进行必要的热处理,但是大型一体压铸结构件无法对单独的部位进行热处理,热处理产生的表面质量缺陷对于车身结构件来说也是致命的影响,在振动和交变应力的工况下,容易产生线性发展。因此,免热处理材料成为各家压铸公司的最佳选择。
3.1.3、制造工艺是决定一体压铸良品率的核心因素
轻量化设计与制造工艺是密切相关的,铸造工艺可以方便地实现中空异形结构,同时辅以合金增强力学性能,因此从设备温度曲线控制到模具选择,从模具设计到模具制造,从熔炼压铸到精密机加工,每个环节对于压铸供应商来说都需要长期的技术经验积累。技术经验的积累最终反馈到的就是批量阶段良品率的提升。目前传统4400T以下的压铸零部件,良品率中枢为95%以上,而一体压铸零部件由于批量产量比较少,目前还没有比较成熟的良品率数据,因此,行业压铸龙头有望率先开始进入小批量生产,率先跑通良品率。

3.2 行业格局:行业龙头布局全面,具有先发优势
我们认为大多数主机厂不会采用特斯拉的自供方案,而倾向于选择第三方供应的方案,因此第三方供应商龙头将迎来新契机。如果主机厂自行压铸结构件,则只能配套自己的车型产品,无法兼顾产量和运营成本,在应对供应链变化带来的生产计划调整时也会捉襟见肘,而压铸设备、厂房搭建均为重资产投入,一旦产能无法兼顾,则单台产值将不达预期。而第三方供应商可以实现模具的更换适用于不同车型产品的生产,从而使得设备利用率提升,降低边际生产成本。以一套6800T设备为例,我们假设年产量约10万件,且需要保证全天运营以及批量阶段80-85%的良品率,才能实现25-30%的毛利率,从而兼顾运营成本和年产值。
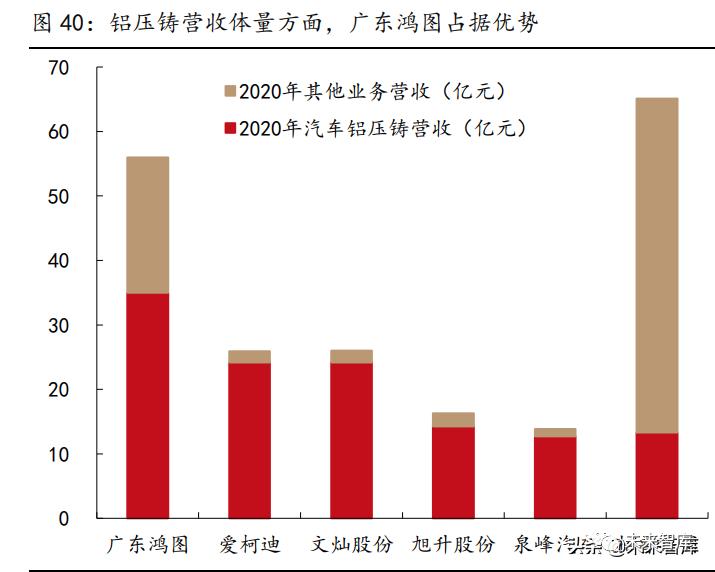
国内传统铝压铸龙头企业的营收中枢为30亿元左右,良品率基本均在90%以上,差异性较小,集中度较低。国内压铸企业约6000家,但是绝大部分企业规模比较小,头部压铸公司主要为广东鸿图、爱柯迪、文灿股份、派生科技、旭升股份等。随着压铸设备吨位提升、大型模具精度真空度技术的成熟以及免热处理合金材料的专利落地,大型精密压铸逐步构建了技术、资金、客户资源的多重护城河,高压压铸尤其在设备+模具+材料+工艺形成了较高的技术壁垒。行业龙头如文灿股份、广东鸿图、爱柯迪全面布局相关领域抢占先机,有望拓展一体压铸下游客户,开始小批量提升良率的过程并实现批量生产,一旦形成规模效应,行业集中度将得以提升。铝压铸营收体量方面广东鸿图具备优势;毛利率、净利率等方面爱柯迪具备优势;量产进度与客户拓展方面文灿股份具备优势,首先绑定量产客户。(报告来源:未来智库)
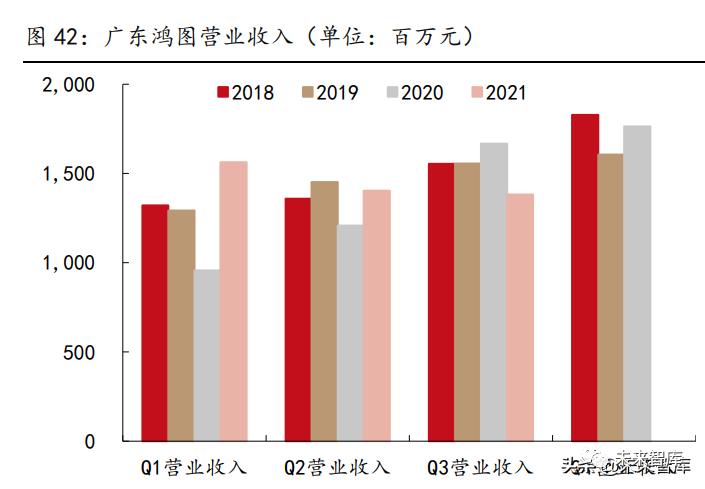
3.2.1、广东鸿图:国内铝压铸龙头,在手一体压铸试制订单充沛
公司是铝合金压铸件龙头企业,22年多个业务板块得到边际改善。公司主要有四大业务板块(精密铝合金压铸件业务、汽车内外饰件业务、专用车业务、投资业务),其中对于专用车业务,公司公告挂牌转让广东宝龙汽车有限公司,此次股权转让预计可增加约7000万元公司合并口径的归母净利润。
公司在设备、材料、模具、工艺等环节具备优势,目前已为多家下游客户开发试制一体压铸结构件,有望迅速达成一体压铸量产能力。2022年1月17日,公司首个一体化铝合金压铸结构件试制成功,采用的是6800T压铸单元,目前处于提升良品率和生产节拍的关键时期。设备方面公司与力劲集团达成批量采购协议,总共签订了8台包括12000T吨位压铸机在内的大型压铸岛,强势进入一体压铸领域。目前公司已为多款车型项目提供大型一体压铸的试制开发技术服务,主要产品包括后底板、前舱和电池托盘,后续有望从开发供应商转成批量供应商。
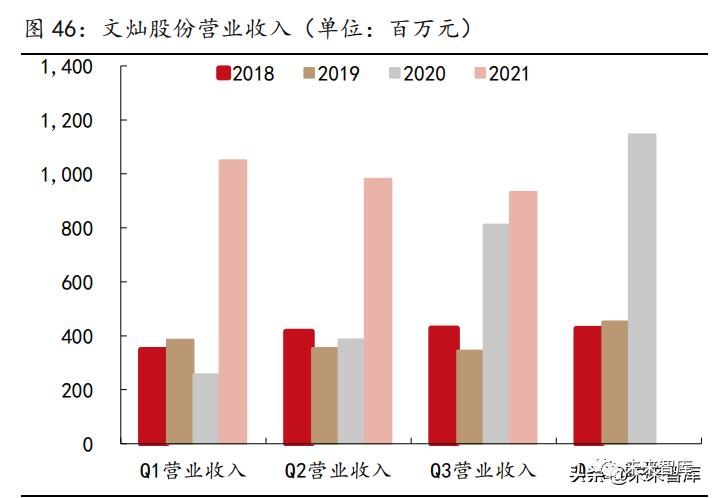
3.2.2、文灿股份:国内一体压铸先行军,加快订单步伐
公司主营汽车铝合金精密铸件产品,营收占比在90%以上,主要应用于燃油车、新能源车的发动机系统、变速箱系统、底盘系统以及车身结构件。2020年公司收购法国百炼集团,完善重力铸造工艺能力、扩大营收规模的同时进行了产品和客户的拓宽,公司已经在蔚来、大众、奔驰等既有客户的基础上拓展了华为/赛力斯、理想汽车等新势力客户。
公司是国内首个获得大型一体压铸后底板项目定点的压铸企业,从量产确定性和速度上看,公司量产进度最快,放量确定性强。公司21年5月与力劲科技签署《战略合作协议》,购置包括6000T、9000T的7台大型设备。公司于21年获得首个一体压铸后底板项目定点,11月6000T压铸岛试模成功,一体压铸后底板产品成功下线,进入提升良率的快速通道,并有望持续突破更多量产项目。
3.2.3、爱柯迪:中小零部件压铸龙头,强势进入大型一体压铸领域
公司产品结构从中小零部件(雨刮系统、传动系统、转向系统等)向大型结构件转型。小型零部件具有品类多、客户多、批次更新快的特点,因此公司在精益管理、高效制造等方面具备优势。公司于2022年2月与安徽含山经济开发区管委会签署《投资协议书》,目标建设新能源汽车三电系统零部件及汽车结构件智能制造项目,通过项目的扩张,有利于公司就近供应产品,降低运输成本,拓展新客户,扩大营收规模。一体压铸方面,公司掌握高压真空压铸工艺,并计划购置45台压铸机,包括2台6100T和2台8400T的设备,稳步推进中大型零部件一体压铸。(报告出品方/作者:西部证券,雒雅梅)
地址:广东省佛山市三水区西南街道锦翔路北5号一座
电话:+86~757-8552 7690
传真:+86~757-8552 7691
E-mail:savesb@save-sb.com savesb@vip.163.com
网址:www.save-equipment.com www.save-sb.com
 赛福官方公众号赛福官方网站
赛福官方公众号赛福官方网站Copyright © 2021-2025 广东赛福智能装备有限公司 版权所有 | 粤ICP备18152302号 |  粤公网安备 44060702000267号
技术支持:
粤公网安备 44060702000267号
技术支持: 鹏博资讯
鹏博资讯





